-

大粤激光科技(深圳)有限公司
主营:光纤激光焊接机,能量反馈激光焊接机,光纤激光打标机

大粤激光科技(深圳)有限公司
主营:光纤激光焊接机,能量反馈激光焊接机,光纤激光打标机 9
9
适用材料
1、不锈钢316 304 430 201 两块叠在一起可达各1mm以下厚的直接击穿焊接、对接焊可两块拼在一起可达各5mm以下厚的直接拼在一焊,密封焊厚度在0.3mm—5mm的范围均可焊接,以上焊接拉力可达2吨,密封压力测试可达20公斤;
2、铁 工艺及参数跟不锈钢一样;
3、钢 工艺及参数跟不锈钢一样;
4、铜 59 62铜外其它铜都可以解决;
5、铝 1系、2系、3系、4系、5系、6系、7系的都可以轻松焊接;
6、钛 可以解决;
7、钼 可以解决;
8、钨 不能焊接;
9、其它金属均可焊接,就不列举了
10、可以混和焊接的:白铜跟不锈钢、镀锌、镀镍等等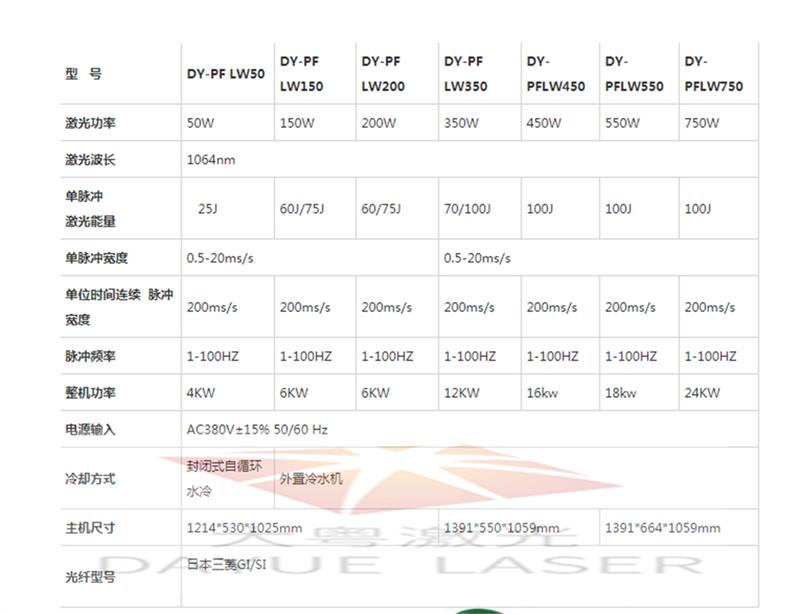
五轴联动光纤焊接机厂家随着经济的发展以及激光技术的成熟,激光焊接机使用的范围越来越广泛。现如今,激光焊接机广泛应用于电子产品及其相关市场。事实上,电子产品范围宽泛,制造标准易于统一,为激光市场提供了巨大发展空间。激光焊接机发展到今天,已经几乎无人不晓了。电子激光焊接机成为电子加工企业*的设备之一。随着中国劳动力不断老年化和劳动力成本不断提高,此因素深深的影响企业的发展,所以自动一体化成为企业生产改革的重要任务之一。激光焊接机的作用众所周知,流水线激光焊接机也是大部分实力企业所采纳的设备之一。目前众多中小企业或加工企业采用独立焊接的工序模式。
作为大批量工业生产激光焊接设备的激光发生器,需要满足设备可靠、工艺稳定、模块设计灵活方便的特点。目前大粤激光光纤焊选用的是国际**品牌的激光焊设备,修建封闭的特殊隔离房,进行安全防护,装置除尘系统,使用净化水进行循环冷却,使用光纤快速接头进行切换维护。激光焊设备之间进行网络通讯,及时有效的进行工艺调整。激光焊接过程中需要对焊接钢板进行足够稳固的夹紧,所以会设计专门的夹具。激光焊接夹具体积庞大、结构复杂,整体为框式结构,左右车身两侧用夹具型块**住、定位支撑好以后用汽缸夹紧。上部设计专门的汽车顶盖激光钎焊的定位压紧抓具,使用多个压紧头进行压紧,用光纤焊接机厂家机器人抓住顶盖,摆放在车身上,用汽缸夹紧,让车身钢板需要焊接的边沿贴合足够紧密。
特征
1、全密封光路设计,光学组件水循环冷却,光路系统稳定可靠。
2、激光输出波形15波段可调,稳定可靠的独立激光电源。
3、焊接效率高,焊接速度可达30mm/s。
4、焊接能力强,熔深可达2mm。
5、自动化焊接,可实现多轴控制。
多轴联动YAG光纤激光焊接机更可应用的其它领域
如机械零部件焊接、汽车零部件焊接、锂电池密封焊接、硅钢板焊接、电子元器件的精密点焊及密封焊接,广泛应用于航空、机械、电子、通讯、动力、化工、汽车制造等。
焊接方法
电阻焊
它用来焊接薄金属件,在两个电极间夹紧被焊工件通过大的电流熔化电极接触的表面,即通过工件电阻发热来实施焊接。工件易变形,电阻焊通过接头两边焊合,而激光焊只从单边进行,电阻焊所用电极需经常维护以清除氧化物和从工件粘连着的金属,激光焊接薄金属搭接接头时并不接触工件,再者光束还可进入常规焊难以焊及的区域,焊接速度快。
氩弧焊
使用非消耗电极与保护气体,常用来焊接薄工件,但焊接速度较慢,且热输入比激光焊大很多,易产生变形。
等离子弧焊
与氩弧类似,但其焊炬会产生压缩电弧,以提高弧温和能量密度,它比氩弧焊速度快、熔深大,但逊于激光焊。
电子束焊
它靠一束加速高能密度电子流撞击工件,在工件表面很小密积内产生巨大的热,形成"小孔"效应,从而实施深熔焊接。电子束焊的主要缺点是需要高真空环境以防止电子散射,设备复杂,焊件尺寸和形状受到真空室的限制,对焊件装配质量要求严格,非真空电子束焊也可实施,但由于电子散射而聚焦不好影响效果。电子束焊还有磁偏移和X射线问题,由于电子带电,会受磁场偏转影响,故要求电子束焊工件焊前去磁处理。X射线在高压下特别强,需对操作人员实施保护。激光焊则不需 真空室和对工件焊前进行去磁处理,它可在大气中进行,也没有防X射线问题,所以可在生产线内联机操作,也可焊接磁性材料。